

 русский
русский
 English
English français
français Deutsch
Deutsch italiano
italiano español
español العربية
العربية 日本語
日本語 한국의
한국의 chinese
chinese






морское оборудование
【Технический блог】технологического процесса морской пропеллер
【Технический блог】технологического процесса морской пропеллер
Идеальный морского пропеллера будут выполнены следующие действия:
① &Emsp;молдинг
② &Emsp;литье металла
③ &Emsp;пустой обработки
④ &Emsp;законченный контроль продукции
⑤ &Emsp;установка и использование


Молдинг
Поле пластины используется для получения винтовой поверхности при низких песчаные формы, и его точность напрямую влияет на качество изготовления манипулятора.
Определение размеров высоты пластины требует не только рассмотрения тангаж лезвия, а также усадки материала отливки после заливки, толщина кирпичных таблицы и геометрические характеристики гребных себя.
1) Расчет равного шага ВРШ плиты
Позиции поля пластины должна быть определена таким образом: в дополнение к лопасти радиусом r в радиальном направлении, обрабатывающие пособие а лезвие края, а толщина в кирпич таблица обслуживания песчаной формы в будущем также должны быть рассмотрены.
В то же время, радиальная усадка металла также должны быть рассмотрены. Таким образом, радиус делительной пластины должна быть (1+К)Р+А+Б; его окружности установки должна быть такой, что вентилятор-образный уголок образуется поле пластины и центром ракетки может защитить ортогональная проекция площади лопасти и оставить определенные рамки.
Пусть длина дуги делительной пластины л, так что суть нахождения на поле плиты, чтобы найти длину дуги и перемещения образующей в осевом направлении.
2) Расчет регулируемого шага ВРШ плиты
В настоящее время существует две формы переменного тангажа, один линейный переменный шаг, и другой нелинейной переменным шагом. В первом случае требуется только два шага пластин. Поле на кончике называется наружное поле пластины, а внутренняя называется внутреннее поле плиты.
Последний, в дополнение к внешней делительной пластины, также требует ряд внутренний шаг пластин, в зависимости от размера винта и требуемой точности.
Изготовление пресс-форм
Винта, фасонное литье, как правило, коробчатого типа формочку для песка, а поверхность разъема лезвие страницы. Страницы в нижней песочнице, а листья находятся в верхней песочнице.
При изготовлении пластмасс в Нижнем песочница, предварительно заполнить соответствующую цилиндрической поверхности треугольной поле пластины, а затем использовать скребок, чтобы очистить винтовую поверхность страницы, собирая наклонной кромки поля пластины вдоль оси.
Для равного шага лопастей, только один скребок нужен, а пара скребки необходимы для части радиальной линейной переменным шагом лопастей, которые меняют в зависимости от угла наклона.
Грубая отливка
Существует два метода отливки металлических винтов: верхней формы и нижней формы.
Топ-способ литья: топ-литьевого метода заключается во введении расплавленного металла непосредственно в полость формы сверху стояка.
Преимущество этого метода заключается в том, что литье просто, деятельность удобна, распределение температуры относительно разумно, когда металл отливается, конденсат имеет определенное направление, в стояке температура выше, а формы могут быть хорошо компенсированы.
Однако, окислы на поверхности металла введите литье вместе с металлом во время литья, особенно когда металл течет вниз, это создает брызги, участвует в пузырьки воздуха и загрязнения, образует рыхлые и Струпа на поверхности отливки до определенной глубины, что сказывается на механической прочности лезвия.
Поэтому он используется только для литья небольших (менее 1 метра в диаметре) винтов.
Дно формы способ: это ввести металла жидким при самой низкой точке полости формы, то есть, нижний конец втулки винта, для того, чтобы предотвратить типичные недостатки, такие как оксиды и усадочных явлений, происходящих в верхней части клинка при литье.
Обработка винта
Процесс: перекрыв ворота, стояк, на обработку двух торцевых поверхностей ступицы и отверстие вала, вставив ключ в отверстие вала, очищая отверстие вала, обрабатывая страницу и задней части лезвия, и т. д., для эксперимента баланса.
При обработке, сначала отключили стояк, ворота и другие резервные части на обоих концах втулки, в результате чего два опорных поверхностей на передней и задней ступицы, а то скучно по центру ступицы и вставив ключ в отверстие вала.
Расточка может быть выполнена на токарном станке или расточном станке. Некоторые большие лопасти также могут быть обработаны с самодельный вертикальный или горизонтальный скучных строк. Как правило, шаблон или ось готова для проверки качества обработки.
Обработка лезвия
По данным лезвие контура путем измерения пропеллера, дополнительные детали вырезаются пачками, а потом поверхность лезвия и лезвие снова обрабатываются.
Обработка листьев обратно базируется на поверхности листьев.
После того, как лезвие поверхность обрабатывается, использовать его в качестве опорной поверхности для повторного измерения толщины клинка, и определить толщину слоя металла должны быть удалены из задней части лезвия в соответствии с требованиями чертежа. Дрель-первых, и глубина сверления толщина обрабатываемого металлического слоя.
Для глубины отверстия, круглый вырез кривой формы каждой секции, а затем удалить излишки металлического слоя вдоль радиального направления лезвия.
Из какого материала сделать идеальный морской пропеллер?
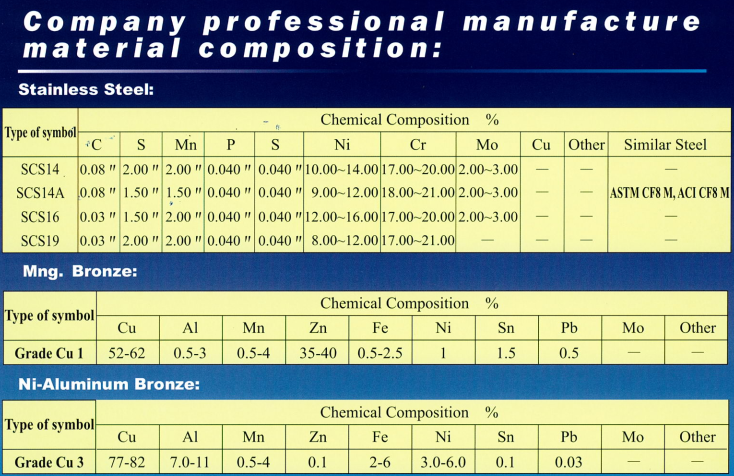
Пропеллер материалов, как правило, медных сплавов, чугуна и литой стали, но с развитием науки и техники, множество новых материалов, таких как стекловолокно и нейлон, также стало одной из производственных пропеллер материалов. Пропеллер материалы требуют достаточных механических свойств. Он также должен быть совместим с несколькими металлическими химические свойства.
Как обычно используется спираль материал мечом, марганцевой бронзы имеет характеристики большой удлиненность, хорошее сопротивление удара и сопротивление коррозии. Этот материал часто применяется при изготовлении винтов для морских судов. Однако, этот материал имеет низкую производительность эрозии.
Алюминиевая бронза-это своеобразный мульти-сплав с медно-алюминиевого сплава в качестве основного органа. Он добавляет марганец, железо, никель и другие элементы на основе меди и алюминия. В дополнение к своим преимуществам марганцевой бронзы, его вес и усталость-это относительно сравнение. Низкая, поэтому многие крупные скоростные гребные винты использовать его в качестве основного материала. Его недостатком является то, что технические требования к выплавке и заливке являются относительно высокими. В то же время, проблемы хладноломкости крупных отливок сложно и дорого.
Чугун винтов низкая стоимость и простота литья, поэтому они широко используются в небольших судов. Однако, ввиду низкой механической прочностью, хрупкостью и ломкостью, и легко подвергаться коррозии в морской воде, срок службы короткий. В то же время свой собственный раздел операционной эффективности толщина посла ветроколеса уменьшается, поэтому его можно использовать только на небольших низкоскоростных кораблей.
Механических свойств и ударной вязкости литой стали винты очень прочные, но их процесс литья деформируется однородно, что делает пропеллеры отличаться от фактического размера после обработки. В то же время, литая сталь более подвержена эрозии морской воды, чем другие металлы, плюс
Срок службы коротко, поэтому сфера его применения очень мал, а единственное, никелевый сплав, титановый сплав и т. д. будет использована при кавитационной эрозии.
Следующая картинка покажет вам, какой тип сырья мы используем для судовых винтов




предыдущий :
уход за морским клапаном забортного клапанаследующий :
медь JIS технические характеристикикатегории
Недавние Посты

XIANG YI INTERNATIONAL LTD.
 No.873-1 GuangMing Rd Daliao Dist. Kaohsiung City Taiwan ROC.
No.873-1 GuangMing Rd Daliao Dist. Kaohsiung City Taiwan ROC.
 +88677887895
+88677887895
По вопросам, связанным с нашими продуктами или прайс-листом, пожалуйста, оставьте нам, и мы свяжемся с вами в течение 24 часов.




Авторские права © 2026 XIANG YI INTERNATIONAL LTD..все права защищены. питаться от dyyseo.com

сеть ipv6 поддерживается
дружеские ссылки :
Ocean Freight
